
摘要:搪玻璃瓷层性能与搪玻璃釉的化学组成、熔制工艺、搪烧工艺、搪玻璃层瓷层厚度及均匀性和搪玻璃层 缺陷控制都有密切的关系,瓷层性能的好坏决定搪玻璃设备的使用寿命 。 异色点是搪玻璃瓷层常见的缺陷之一,本工作分析了产生异色点的原因并根据不同情况确定了合理的解决方案。
关键词:搪玻璃;搪玻璃设备;异色点;耐酸性;搪烧工艺
搪玻璃在我国俗称“ 工业搪瓷”,主要是从搪瓷的概念延伸而来。
1 搪玻璃的定义
在金属基体上涂覆玻璃质釉(玻璃体为主,含有少量磨加物、气泡等),经高温烧成后形成的一种耐强酸、耐碱、耐高温和表面光滑的功能性复合材料[1-2] 。
分析定义可知搪玻璃有以下特点:
(1) 由两种材料组成;
(2) 在高温下烧成,发生物理化学反应;
(3) 两种材料产生密着、牢固的结合;
(4) 一种具有特殊性能 的复合材料。 由搪玻璃材料制成的设备就叫搪玻璃设备。
2 搪玻璃瓷层异色点来源
2. 1 来源于瓷釉熔块
当熔制搪瓷釉块时,如果局部的混合料较长时间未熔化,其中的石英、长石就会呈烧结状态,特别是石英 在 1100~1300 ℃左右易发生晶型转变,生成一种“ 蛋白石”晶体,它的比重比玻璃液轻,而且在这个温度难熔化成玻璃态,冷却后就存在于搪瓷熔块中。到搪烧阶段,由于搪烧时间比较短,更不能熔解在瓷釉中,这样瓷层中就出现隐隐约约的异色点。
长石(尤其是当石英、长石潮湿时)有时会烧结成长石质晶体而较难熔成玻璃,也会产生异色点。
2. 2 来源于磨加粘土
由于粘土潮湿,球磨时粘土以微小颗粒单独存在,900℃左右粘土变成脱水高岭石,形成的晶体呈白色,与瓷釉烧成后形成隐隐约约的异色点。
2. 3 来源于球磨过程
研磨釉料的球磨机[3] 内壁及球石材质为氧化铝,氧化铝是白色晶状粉末或固体,熔点为 2050℃ 。 如研磨过程中球磨衬里或球石有破损,就会在瓷粉中引入细微的氧化铝粉末晶体,瓷釉烧成后会产生明显的异色点。
2. 4 来源于搪烧过程
(1) 油水分离器的喷枪中混有油水汽,由于过滤不彻底,油水汽混合造成瓷层浅色异色点。
(2) 若搪烧炉窑有破损,炉窑内的气氛中混入一定量烟气中的二氧化硫(SO2)、二氧化碳(CO2 ),造成瓷 层的游离钠离子(Na+) 生成硫酸钠(Na 2SO4)、碳酸钠(Na2CO3) 等白色物质。
(3) 喷涂环境不是密闭独立房间,喷涂及烘干处理过程中杂质混入搪玻璃层内部,或飘落在搪玻璃层表面 。搪烧进炉、出炉打开炉门时有杂质飘落在瓷面表面 。这些杂质都会造成瓷层出现异色点。
(4) 喷涂过程中不小心滴落在未烧制搪玻璃层的水渍、汗水导致产生异色点。
2. 5 来源于泡粉容器
浸泡粉容器如采用塑料材料,容器使用时间久了边部可能掉落塑料碎屑,混入釉料烧出瓷面会出现有机 物异色点。
2. 6 来源于调制釉浆用水
自来水及天然的井水中有较多杂质,如:有机质结晶碳酸钙、硫酸根、硫酸根离子和瓷釉中游离钠离子反应生成盐类。
3 搪玻璃层异色点产生原因分析及解决方法
如果搪玻璃层有异色点,应当实地观察和分析异色点产生的原因,再采取相应的解决办法。
3. 1 瓷釉熔块的异色点特点及解决方法
若瓷釉熔块存在局部没有熔化的成分,会导致搪玻璃层中产生隐隐约约的细小白色异色点,且互熔于搪玻璃层,不会突出在搪玻璃层表面。
解决方法:严格控制瓷釉引入原料的水份,要控制混料均匀度达到标准,保证瓷釉熔块无未熔化成分。
3. 2 磨加粘土导致的异色点特点及解决方法
磨加粘土导致的异色点半径多小于250μm , 包裹在搪玻璃层内,与瓷面齐平,手摸无突出感;肉眼可见为朦胧细白色小点状,放大镜看为密集微型气孔 。 图1为Dino-Lite AM-413ZT手持式显微镜放大200 倍时观察到的异色点图像。
解决办法:粘土充分烘干,水份控制在0. 5%以下。
3. 3 球磨产生的异色点特点及解决方法
球磨过程中,球磨机衬里或球石破损混入釉料中产生的异色点,目测为较规则的细小亮异色点,半径约
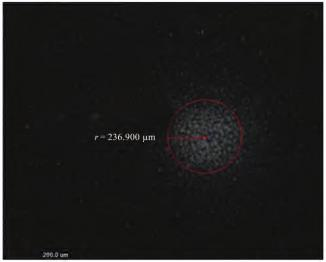
图 1 磨加粘土导致的异色点
为120 μm(过筛 网未破损情况下),包裹于搪玻璃层内,与瓷面齐平,手摸无突出感 。 图2为Dino-Lite AM-413ZT手持式显微镜放大200 倍时观察到的异色点图像。
解决办法:适时检查球磨机衬里及球石,如有破损,及时更换或维修。
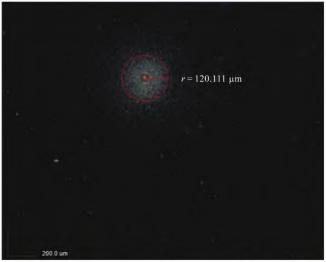
图 2 球磨机衬里及球石破损产生的异色点
3. 4 搪烧过程控制不规范造成的异色点及解决方法
(1) 喷枪中混有油水汽易造成瓷层有异色点,形状无规则且区域大,比较明显,异色点不会凸出搪玻璃层,如图 3 所示。
解决办法:安装油水分离器,且每天要定时排放水 。 喷粉前检查喷枪、输气管是否有油水汽,有问题应及 时更换或检修过滤器。
(2) 搪烧炉窑破损使炉窑内的气氛中混有较多的二氧化硫(SO2 )、二氧化碳(CO2 ), 造成搪玻璃层表面有游离钠离子(Na+) 生成的硫酸钠(Na 2SO4 )、碳酸钠(Na2CO3) 等白色物质。
解决办法:定期检查炉窑,炉窑有破损应及时修补,且炉窑顶部应开排气孔。
(3) 搪烧车间环境对搪玻璃层质量有至关重要的影响,杂质飘落在搪玻璃层表面导致异色点,特点是形

图 3 混有油水汽造成瓷层表面异色点
状大小不固定,颜色呈白、黄褐、灰白色等,用手触摸多数有突出瓷层感。
解决办法:喷制产品区域需采用封闭式空间,且配有除尘设施,喷房内定期清扫;烘干区域地面及周边要清扫干净,无粉尘;烧制炉窑定期清理、检修;检测炉窑气氛,理想炉窑气氛为微负压,如负压过大,打开炉门时容易将灰尘杂质吸入飘落在瓷层表面;产品非搪瓷面薄喷底釉,防止产生氧化皮。
(4) 喷涂过程中水渍、汗水滴落在未烧制的搪玻璃层,烧制后瓷层有异色点,区域大且比较明显,形状有规则圆形或无规律异形,异色点不会凸出搪玻璃层,如图 4 所示。
解决办法:制订作业指导书,写明注意事项,提醒操作工人严加注意。
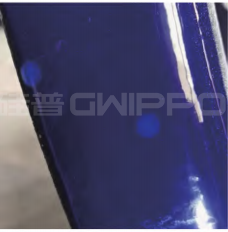
图 4 汗水滴落在未烧制瓷层产生的异色点
3. 5 泡粉容器不符合要求造成的异色点的特点及解决方法
如果调制釉浆的塑料容器使用时间长,边部掉落的塑料碎屑混入釉浆,烧出搪玻璃层会出现明显异色点,一般熔平于搪玻璃层,显微镜观察异色点处为密集型气泡,半径大小为 315 左右 μm 。 图 5 为 Dino-Lite AM-413ZT 手持式显微镜放大 200 倍时观察到的塑料材质产生的异色点图像。
解决办法:浸泡粉容器及存放釉浆用容器使用不锈钢材质 。浸泡粉容器、存放釉浆用容器、搅拌工具等 每天使用后必须及时清洗干净。
3. 6 调制釉浆用水造成的异色点特点及解决方法
自来水及天然的井水中有较多杂质,且不同地区的水质不 同 。 如有机质结 晶碳酸钙,硫酸根、硫酸根离 子和瓷釉中游离钠离子反应生成的盐类,引起的异色点均为白色。此杂质点特点是形状大小不固定,多数用
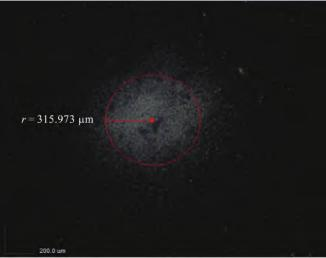
图 5 塑料材质产生的异色点
手触摸有突出瓷层感,分布比较密集,见图 6 。
解决方法:为保证产品质量的稳定性,应使用蒸馏水或去离子水调制釉浆 。 必须严格控制调制浆料添加 的酒精质量,建议选择质量比较稳定的供应商。

图 6 水质原因产生的异色点
4 结语
搪玻璃生产过程十分复杂,其产品质量与钢板的质量、钢板的成型工艺、钢板 的表面处理、瓷釉质量、涂搪操作、烧成工艺、烧成炉、炉内气氛、制品的存放条件、组装质量、制品运输和安装使用、维 护 质 量 等 有 关[4-5]。 因此做高质量搪玻璃产品要求严格把控每一个环节。
作者:陈鸿美,张 倩,蒋伟忠
本文引用《玻璃搪瓷与眼镜》2023 年 第 51 卷 第 2 期
参考文献:
[1] 蒋伟忠,厉益俊.搪瓷与搪玻璃[M] . 北京:中国轻工业出版社,2015.
[2] 卢进标.中国搪瓷手册[M] . 北京:中国轻工业出版社,2001.
[3] 余献忠,陈鸿美.浅谈搪玻璃的面釉浆易沉淀的原因及克服方法[J] . 中国搪瓷,1992 , 13(4) :4.
[4] 余献忠,陈鸿美.大型搪玻璃设备受控搪烧的优点及对瓷釉的要求[J] . 玻璃与搪瓷,2006(3) : 16-19.
[5] 张倩,蒋伟忠.热水器内胆湿法喷搪的特点与应用[J] . 玻璃搪瓷与眼镜,2021 , 49(8) :37-40.


